Wonderful work and details so far! I really can’t wait to see this develop!
Some manufacturing perspective notes:
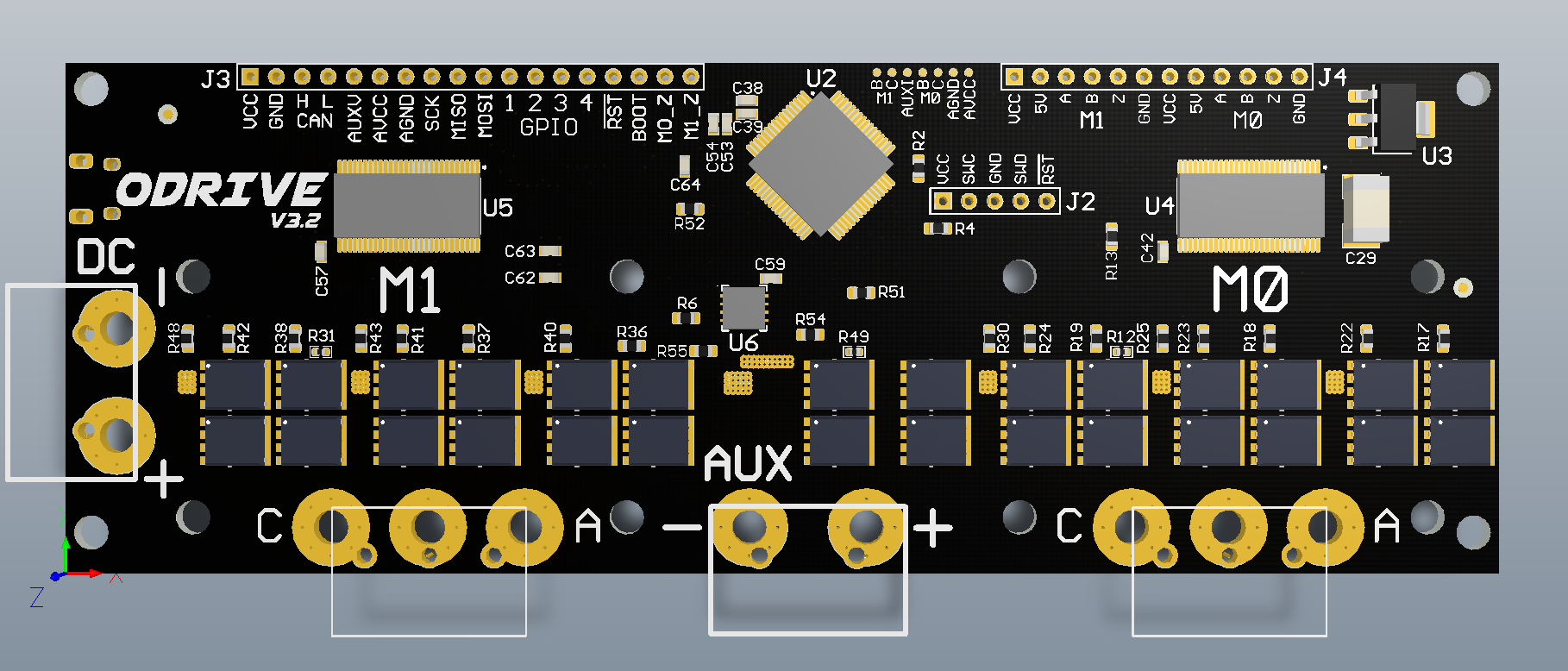
Get rid of the angle on the CPU.
The machines that would touch down a part this large, quickly, add an extra step of indexing the part fully (usually a 360 to home the nozzle) when you set anything other than a 0, 90, 180 or 270 turn. This can add tens of minutes to even a short run of boards. I understand the need for signal path length symmetry (also it looks pretty cool), but you can easily balance the signal paths with trace length instead.
Use an ENIG matte finish until you make a non-beta.
Black FR4 is fine, but stay away from glossy anything. The minor imperfections in the hermetic seal of the finished surface on a gloss FR4 board turn into nasty cracks with a lot of close-to-max thermal cycling. As we all know, crack kills.
For reasons related to oxidization, the matte surface of ENIG is essentially immune to this failure mode. It also seems to take paste better, and doesn’t need to be hand brushed for micro balls that have adhered through static when run through a wave process.
Above all, ENIG suffers abuse and mishandling the best of any PCB material. I would expect the beta board to be run through the figurative ringer.
Overall:
I would suggest you use a stack-up, CPU-under-drive design. Section each output stage into its own small board. Plan the size of each piece as a fraction of the size of a full piece of FR4 (400x400mm) to speed panelization. Assume people are going to wire it backwards, upside-down, and to their sisters cat. Making each output stage removable and thereby replaceable will go a long way to increasing the lifetime of each drive.
Use an off the shelf power stage.
For example, the Open-BLDC uses the Castle Creations power stage.
Keep the surface mount parts on one side. It is very hard to fixture for an oven, and the reflow process is nearly assured to drop any larger parts off the bottom side of the board when the paste hits liquidus and loses its surface tension. Gluing the parts down post-paste with a chipbonder is an option, but will over-inflate the cost of a low volume production.
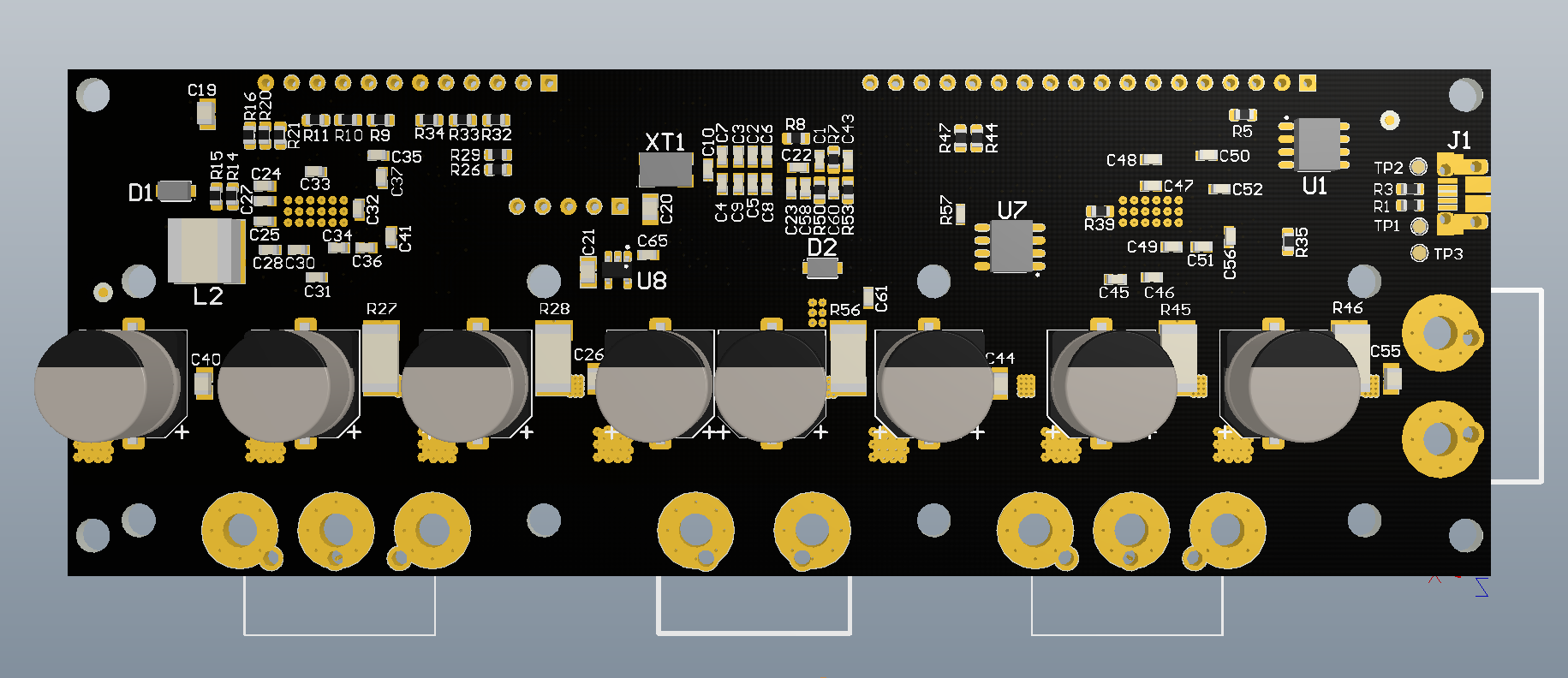
Move the caps to the north edge of the board so the FETs can still be sinked.
Use JST or HST headers for external connections instead of 2.5mm pitch. They don’t flop around, and are much easier to solder. (They don’t ‘float’ on a wave like a 2.5 does).
Put the silkscreen for each header on both top and bottom side, and mark the first pin by thickening the edge of the border on that side so it is visible when the header is placed on top of it.
Don’t over-drill the board for fastening.
3x 10-24 0.25" long screws can develop a clamping force of over 1300lbs. More than enough to permanently mount a small board to your sisters cat.
Don’t be afraid to get close to the inside diameter tolerance for the barrels on the headers. When placed by hand or machine, a close fit keeps the header from rattling / not being seated in the barrel when it hits the lambda on the wave solder.