Many people have asked for an ODrive version that is a motor with integrated drive electronics.
Today I would like to present to you the concept that me and @je310 have come up with.
Pictures first
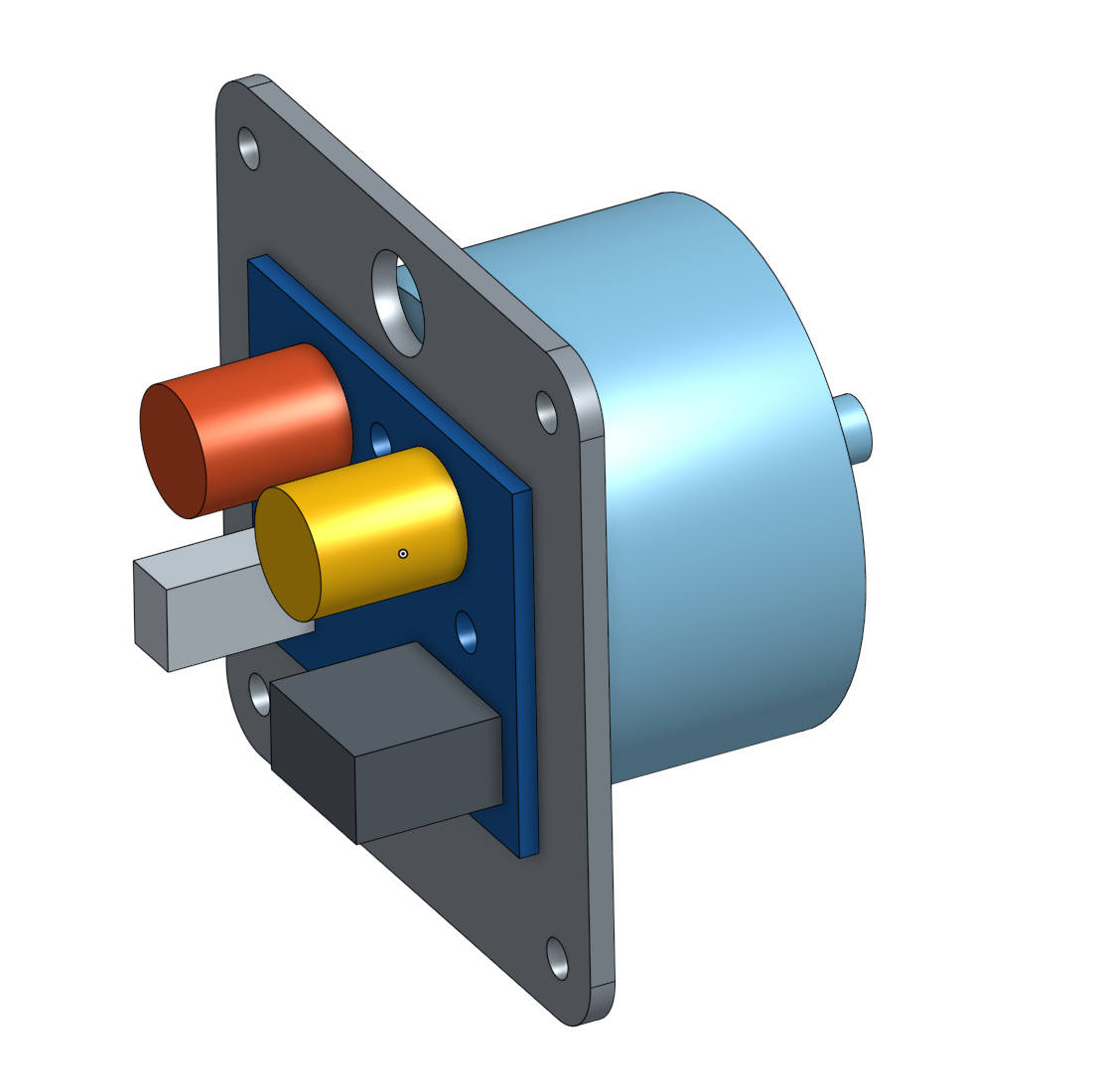
Integrated ODrive with the controller mounted on the back of the motor, using a mounting plate. It would mount to the application via the mounting holes on the plate.
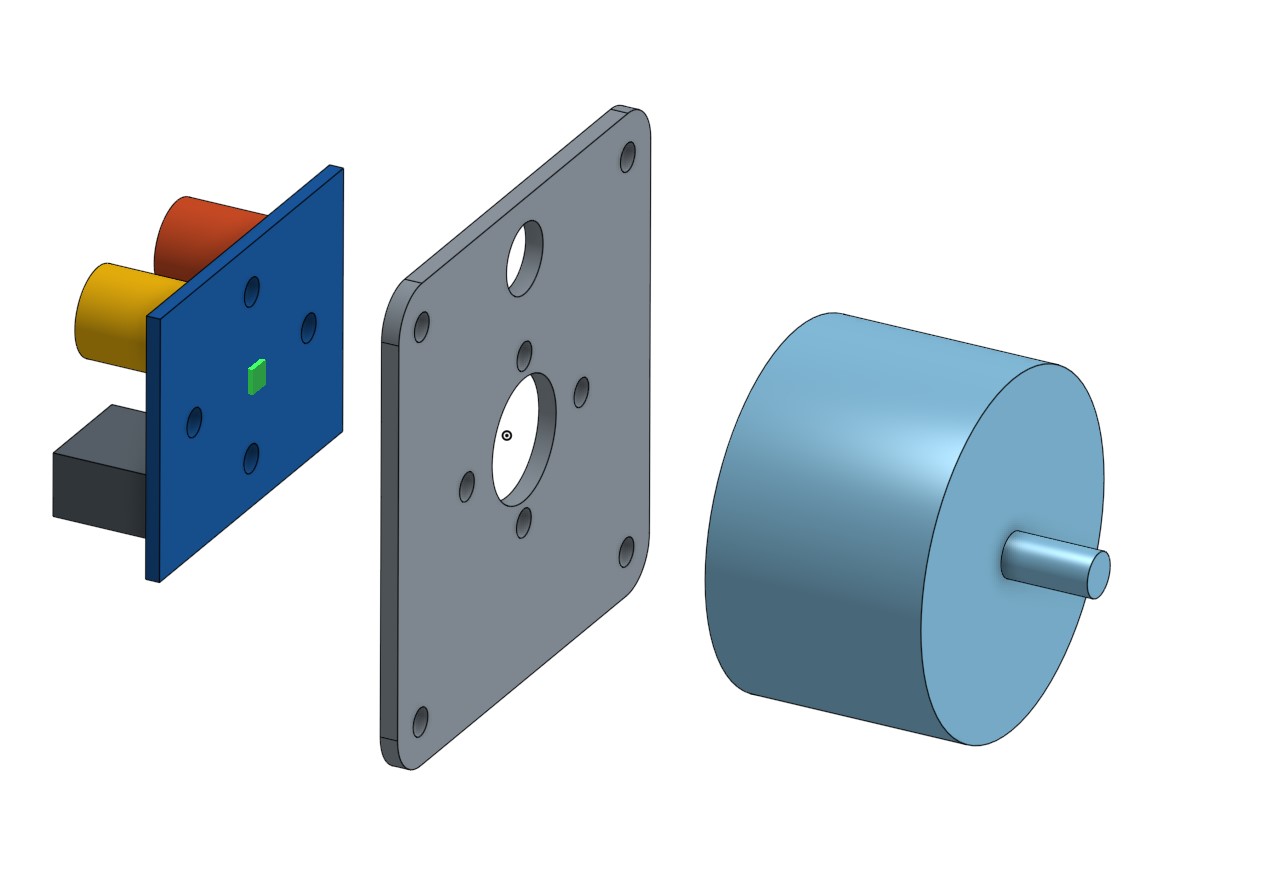
The board has integrated encoder functionality using a magnetic encoder chip, shown in green.

The “short and wide” motors that are designed for multirotor drones would fit very well with this small form-factor. We can glue the encoder magnet to the exposed shaft end.

View of board top side. Left to right: IO cable connectors, USB connector, Screw terminals for DC and brake resistor, Low ESR bus capacitors, 3-phase bridge with heatsinks and brake chopper, 3-phase surface pads.

View of board bottom side: Left to right: CAN tranciever, STM microcontroller, TI DRV8323RS (3-phase gate driver, 3-ch shunt amplifier, buck regulator), ams AS5047P magnetic encoder chip, shunt resistors.
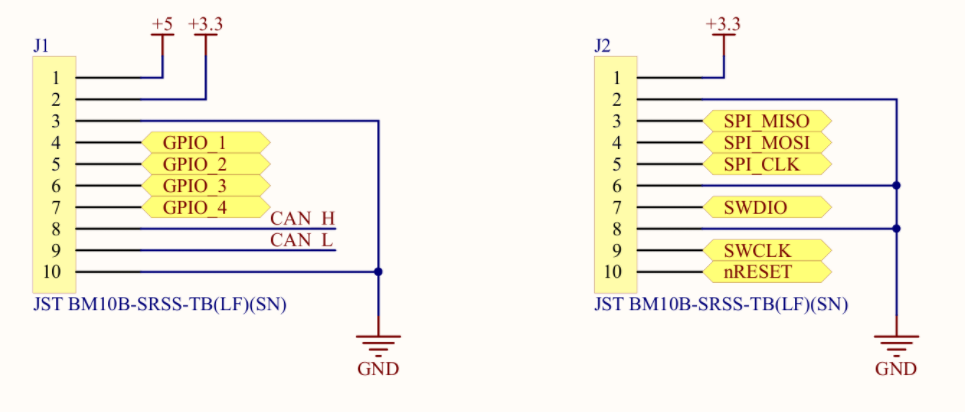
The drive would come with two pigtail cables with connectors that match the IO ports. Above is the proposed pinout. The GPIO’s would have similar capabilities to the current ODrive. The SPI port is not shared with the gate driver here.
Specs
- 24V bus voltage
- Designed for 40A continuous, 80A peak.
- 4096 count/turn absolute magnetic encoder, 0.8deg accuracy (0.1 deg hopefully with calibration)
- CAN transceiver, for connecting multiple motors together
- USB port, same interface as regular ODrive
- 4 GPIO pins (step/dir, UART, PWM, etc)
- Communication dedicated SPI port
- Drone style motor (short/wide), 400W-1kW (TBD)
- 0.5 - 1 Nm, ~8k RPM (TBD)
- Mounting bracket
The absolute encoder means that all calibration can be done only once, and then the ODrive is immediately operational upon power-up.
A multi-axis system can be done with multiple small ODrives, or a combination of small and regular ODrives, communicating over CAN. Personally I find a Cartesian system particularly interesting where you would have X/Y on regular ODrive, and Z can be the light-weight integrated ODrive. Same goes for shoulder vs wrist motors on a robotic arm.
Would you buy it?
- I am interested in buying the integrated ODrive with motor and bracket for $139.
- I am interested in buying the integrated ODrive (PCB and cables only) for $89.
- I think the regular ODrive better suits my needs due to its specs
- I think the regular ODrive better suits my needs due to price/value
0 voters
What should we call it?
- ODrive s
- ODrive one
- ODrive mini
0 voters
If you have any other name suggestions, please reply with them.
Discussion
Discussion is very welcome, please let me know what you think.
Thanks!
